Índice
Temas¿Qué es la impresión 3D ?
3D La impresión es un proceso de fabricación que da lugar a la creación de objetos que pueden utilizarse para muchos fines. Imagine que coge una pistola de pegamento caliente y deposita un poco de pegamento sobre una mesa. Luego deposita más pegamento encima del anterior. Al final se acumulan suficientes capas como para formar una pared.
Las impresoras3D -en concreto las FDM (Fused Deposition Modeling)- hacen lo mismo, pero de forma mucho más precisa, y en lugar de usar pegamento utilizan plásticos. Otros tipos de impresión en 3D pueden emplear láser, polvos o líquidos, pero aquí nos centraremos en las impresoras FDM, más fáciles de usar para el consumidor.
Las impresoras3D -en concreto las FDM (Fused Deposition Modeling)- hacen lo mismo, pero de forma mucho más precisa, y en lugar de usar pegamento utilizan plásticos. Otros tipos de impresión en 3D pueden emplear láser, polvos o líquidos, pero aquí nos centraremos en las impresoras FDM, más fáciles de usar para el consumidor.
Cosas que necesitará
Al introducirse en el mundo de la impresión en 3D , se sugieren algunos elementos que necesitará para que su viaje sea más fácil.
Una impresora FDM (extrusión de plástico) 3D
FDM significa "Fused Deposition Modeling" (modelado por deposición fundida) y es el tipo de impresora que utiliza filamento que se introduce en un extrusor, se funde y sale a presión por una boquilla para formar la pieza que se desea imprimir. Las impresoras FDM han madurado y, en función de sus necesidades, puede adquirir una por tan sólo 99 dólares o por decenas de miles, dependiendo de sus requisitos.
Una pieza para imprimir y un modelador para crear el modelo
Los archivos de piezas imprimibles suelen venir en formato STL, que significa formato estereolitográfico. También son habituales los archivos paso a paso, que pueden abrirse fácilmente en un programa CAD y convertirse a STL para su impresión. 3D CAD El software de diseño asistido por ordenador cad es excelente para crear tus propias piezas basadas en características 3D en lugar de buscar en Internet las piezas de otros.
Las piezas2D CAD por sí solas no funcionan bien para la impresión 3D . Están hechos para crear elementos 2D, como planos, mientras que la impresión 3D está pensada para hacer cosas en 3D. Es importante entender los diferentes tipos de CAD y si el que tienes te permitirá crear los resultados que requiere el proceso de impresión 3D .
Las piezas2D CAD por sí solas no funcionan bien para la impresión 3D . Están hechos para crear elementos 2D, como planos, mientras que la impresión 3D está pensada para hacer cosas en 3D. Es importante entender los diferentes tipos de CAD y si el que tienes te permitirá crear los resultados que requiere el proceso de impresión 3D .
Un programa de corte
Un slicer es un programa capaz de convertir los modelos de 3D , algo que entienden los humanos, en g-code, un lenguaje que entienden las impresoras de 3D . Algunos slicers están patentados, mientras que otros son programas de código abierto. Todos los slicers leen principalmente formatos de archivo STL para crear piezas 3D . Hay algunas soluciones de monitorización basadas en la nube que acompañan a los slicers, pero aquí nos ceñiremos a lo básico.
Casi todas las impresoras 3D vendrán con un slicer diseñado para la impresora 3D , y muchos slicers de terceros están diseñados para muchas impresoras diferentes.
Casi todas las impresoras 3D vendrán con un slicer diseñado para la impresora 3D , y muchos slicers de terceros están diseñados para muchas impresoras diferentes.
Diseño y orientación de piezas
Empecemos hablando de las limitaciones de las impresoras 3D . Aunque la impresión en 3D ofrece más libertad de diseño que casi cualquier otro proceso de fabricación, no estamos completamente libres de la necesidad de diseñar para fabricar. Ciertas características comprometen la calidad de la impresión. He aquí algunas cosas que hay que tener en cuenta cuando se trabaja en el diseño de productos:
¿Puedo eliminar los salientes largos de la pieza?
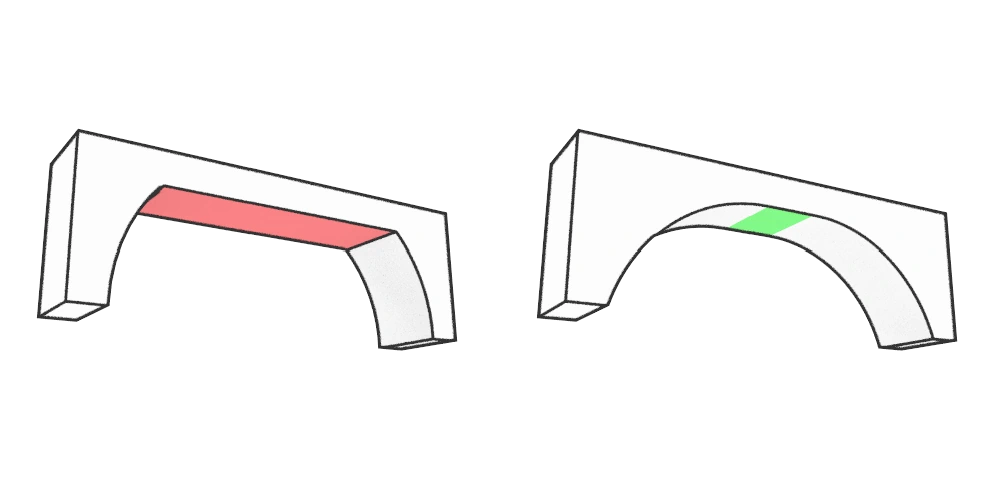
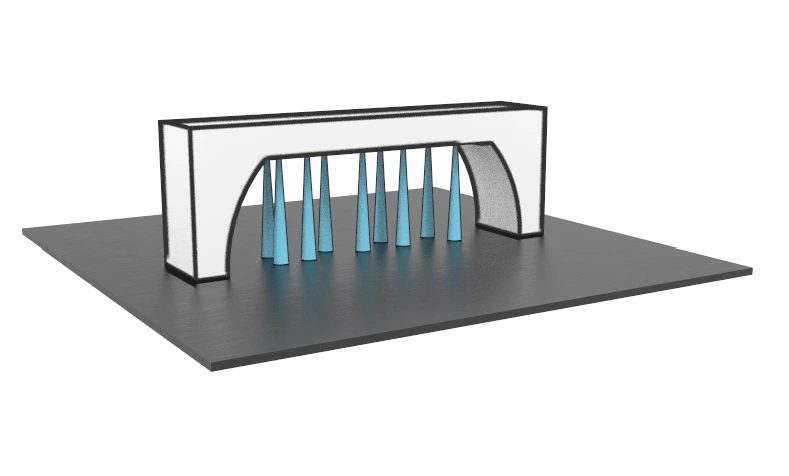
Imagina que imprimes este puente como se muestra en la imagen. Dado que las impresoras 3D trabajan capa por capa, la impresora debe construir primero las dos torres que forman el puente y, a continuación, colocar el material entre las dos torres sin nada que soporte el material intermedio. Esto se conoce como voladizo o puente, y debe evitarse si es posible, para obtener la mejor calidad de impresión.
Los voladizos dependen de la máquina, los ajustes de impresión, el material, la refrigeración y otros factores. Una regla general es que los salientes de 45° siempre serán imprimibles y los de 60° siempre serán imprimibles para ajustes más finos. Los salientes tampoco serán un problema si no se alejan mucho del material de soporte. A la hora de determinar cuáles de estas soluciones son imprimibles 3D , todas estas características se pueden abordar en su solución CAD .
A veces no se pueden evitar los salientes y a menudo su impresora le sorprenderá - simplemente pruebe lo que puede conseguir.
En este ejemplo concreto hemos solucionado el problema haciendo los lados más grandes, pero hay una forma mejor. Podemos solucionar este problema de voladizo imprimiendo la pieza al revés aprovechando la orientación de la pieza. Merece la pena anticiparse y diseñar la pieza teniendo en cuenta los puentes y los voladizos, de los que hablaremos a continuación.
Los voladizos dependen de la máquina, los ajustes de impresión, el material, la refrigeración y otros factores. Una regla general es que los salientes de 45° siempre serán imprimibles y los de 60° siempre serán imprimibles para ajustes más finos. Los salientes tampoco serán un problema si no se alejan mucho del material de soporte. A la hora de determinar cuáles de estas soluciones son imprimibles 3D , todas estas características se pueden abordar en su solución CAD .
A veces no se pueden evitar los salientes y a menudo su impresora le sorprenderá - simplemente pruebe lo que puede conseguir.
En este ejemplo concreto hemos solucionado el problema haciendo los lados más grandes, pero hay una forma mejor. Podemos solucionar este problema de voladizo imprimiendo la pieza al revés aprovechando la orientación de la pieza. Merece la pena anticiparse y diseñar la pieza teniendo en cuenta los puentes y los voladizos, de los que hablaremos a continuación.
¿Qué cara debo poner en la cama de impresión?
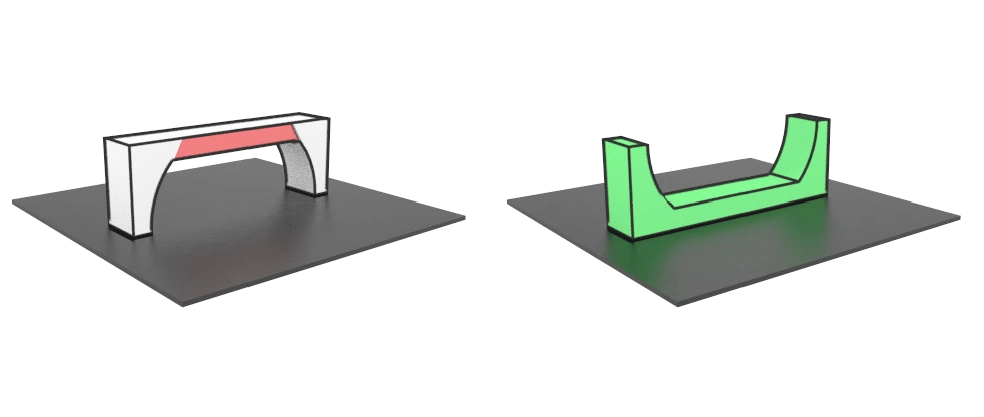
Eche un vistazo al ejemplo anterior. Decidir qué cara poner en la cama de impresión y diseñar la pieza en torno a esa orientación hace que la impresión sea de mayor calidad y evita impresiones fallidas. Al elegir estratégicamente qué lado está arriba, a menudo se pueden evitar los voladizos por completo.
Quiero que dos piezas encajen. ¿Cómo debo dimensionarlas?
La forma más sencilla de decirlo es que una clavija que mide exactamente 5 cm no encaja en un agujero que mide exactamente 5 cm. Siempre debe haber una diferencia dimensional para que las piezas encajen entre sí. Las impresoras 3D también son susceptibles de "sobreconstrucción", lo que significa que se puede añadir un poco de material adicional fuera de las dimensiones previstas, lo que suele dar lugar a clavijas más grandes y agujeros más pequeños de lo previsto.
No existe una solución sencilla, ya que estos factores dependen en gran medida del tipo de impresora que se utilice y del tipo de material. Un punto de partida razonable es planificar que una pieza sea entre 0,01" y 0,02" más pequeña que la pieza en la que se va a encajar, y realizar algunas impresiones de prueba sencillas antes de la impresión final puede ahorrar materiales y tiempo a la hora de optimizar el mejor encaje.
En resumen, existen algunas directrices para empezar, pero hay que probar las capacidades de la impresora.
No existe una solución sencilla, ya que estos factores dependen en gran medida del tipo de impresora que se utilice y del tipo de material. Un punto de partida razonable es planificar que una pieza sea entre 0,01" y 0,02" más pequeña que la pieza en la que se va a encajar, y realizar algunas impresiones de prueba sencillas antes de la impresión final puede ahorrar materiales y tiempo a la hora de optimizar el mejor encaje.
En resumen, existen algunas directrices para empezar, pero hay que probar las capacidades de la impresora.
Ajustes de la cortadora
Las grandes impresiones de 3D empiezan con grandes ajustes. Una vez diseñada la pieza, los ajustes de la cortadora son los que más influyen en el tiempo que se tarda en imprimir la pieza, la calidad de la impresión y la resistencia de la pieza. Vamos a profundizar en los ajustes críticos aquí:
Altura de la capa
La altura de capa de la impresión tiene una implicación significativa en el tiempo de impresión de la pieza, así como en la calidad de lo que se imprime. Según Kuznetsov, V. et al, en el artículo de investigación "Strength of PLA Components Fabricated with Fused Deposition Technology Using a Desktop 3D Printer as a Function of Geometrical Parameters of the Process" (Resistencia de los componentes de PLA fabricados con tecnología de deposición fundida utilizando una impresora de sobremesa en función de los parámetros geométricos del proceso), el uso de un valor menor de altura de capa aumenta significativamente la resistencia de la pieza.
La investigación concluye: "La altura de la capa tuvo la mayor influencia en la cohesión intracapa. La resistencia de la pieza disminuyó junto con el aumento de la altura de capa para todas las boquillas investigadas (0,4, 0,6 y 0,8 mm) en toda la gama de valores de altura de capa probados. Para las muestras estudiadas, la disminución de la resistencia al cambiar la altura de capa del mínimo al máximo fue de unas 3,5 veces". Esto, por supuesto, tiene un coste. Si se buscan alturas de capa pequeñas, el tiempo de impresión será mucho mayor.
La investigación concluye: "La altura de la capa tuvo la mayor influencia en la cohesión intracapa. La resistencia de la pieza disminuyó junto con el aumento de la altura de capa para todas las boquillas investigadas (0,4, 0,6 y 0,8 mm) en toda la gama de valores de altura de capa probados. Para las muestras estudiadas, la disminución de la resistencia al cambiar la altura de capa del mínimo al máximo fue de unas 3,5 veces". Esto, por supuesto, tiene un coste. Si se buscan alturas de capa pequeñas, el tiempo de impresión será mucho mayor.
Relleno
Las cortadoras imprimirán por defecto la pieza hueca y utilizarán un material de soporte interno conocido como relleno, para mantener la resistencia de la pieza. El uso de material de relleno en lugar de imprimir la pieza como una pieza sólida reduce significativamente tanto el tiempo necesario para imprimir como la cantidad de material utilizado. El relleno tiene una densidad variable. El usuario puede especificar si desea que el interior de la pieza tenga un 90% de espacio vacío, un 50% de espacio vacío, un 10% de espacio vacío o cualquier valor personalizado.
Junto con la densidad variable, el software de corte también permite diferentes patrones. Suelen estar disponibles patrones hexagonales, giroidales, cuadriculados y de muchos otros tipos. Cada uno tiene sus pros y sus contras, pero para muchas piezas que no se someten a tensión, como las que se colocan en una estantería, la elección del relleno no tiene ninguna importancia, salvo el tiempo de impresión.
Junto con la densidad variable, el software de corte también permite diferentes patrones. Suelen estar disponibles patrones hexagonales, giroidales, cuadriculados y de muchos otros tipos. Cada uno tiene sus pros y sus contras, pero para muchas piezas que no se someten a tensión, como las que se colocan en una estantería, la elección del relleno no tiene ninguna importancia, salvo el tiempo de impresión.
Material de apoyo
¿Recuerda el puente que vimos cuando hablamos de voladizos y puentes? Hay otra manera de mantener la calidad cuando se trata de voladizos que viene con su propio conjunto de pros y contras. Esto se conoce como el uso de soportes o material de soporte.
El material de soporte es algo que la cortadora añade a la impresión y puede ser personalizado por la cortadora. Por ejemplo, puedes decirle a la cortadora que añada automáticamente material de soporte en los voladizos que superen los 60°, o cualquier ángulo que especifiques.
Las dificultades de utilizar material de soporte vienen con la eliminación - el material de soporte puede unirse con la pieza impresa haciendo que el acabado de la superficie resultante reduzca su calidad. También es posible que las herramientas utilizadas para retirar el material de soporte entren en contacto con la pieza y comprometan la calidad.
Si dispone de una impresora de doble cabezal, puede utilizar un cabezal para imprimir el plástico y otro para imprimir el material de soporte, lo que significa que puede elegir de qué material está hecho el material de soporte. Esto ofrece una mayor flexibilidad, ya que algunos materiales de soporte son solubles. De lo contrario, los soportes se imprimen con el mismo material que la pieza y, una vez terminados, hay que desprenderlos.
El material de soporte es algo que la cortadora añade a la impresión y puede ser personalizado por la cortadora. Por ejemplo, puedes decirle a la cortadora que añada automáticamente material de soporte en los voladizos que superen los 60°, o cualquier ángulo que especifiques.
Las dificultades de utilizar material de soporte vienen con la eliminación - el material de soporte puede unirse con la pieza impresa haciendo que el acabado de la superficie resultante reduzca su calidad. También es posible que las herramientas utilizadas para retirar el material de soporte entren en contacto con la pieza y comprometan la calidad.
Si dispone de una impresora de doble cabezal, puede utilizar un cabezal para imprimir el plástico y otro para imprimir el material de soporte, lo que significa que puede elegir de qué material está hecho el material de soporte. Esto ofrece una mayor flexibilidad, ya que algunos materiales de soporte son solubles. De lo contrario, los soportes se imprimen con el mismo material que la pieza y, una vez terminados, hay que desprenderlos.
Configuración de la impresora
El filamento para impresoras es bastante indulgente y puede imprimirse a varias temperaturas y seguir funcionando. Sin embargo, un ajuste fino puede marcar la diferencia. Una forma de hacerlo es con torres de temperatura. Una torre de temperatura requiere un código G personalizado para las impresoras y es más bien una cuestión de "úsala bajo tu propia responsabilidad".
Las torres de temperatura vienen en capas y tienen varias características repetitivas como salientes. El g-code se establece para imprimir cada característica a una temperatura diferente para ver cómo la calidad de una impresión cambia a medida que cambia la temperatura. Usted puede inspeccionar la pieza terminada y buscar visualmente las áreas de alta y baja calidad para tener una idea de la temperatura adecuada que debe utilizar para ese material.
Las torres de temperatura vienen en capas y tienen varias características repetitivas como salientes. El g-code se establece para imprimir cada característica a una temperatura diferente para ver cómo la calidad de una impresión cambia a medida que cambia la temperatura. Usted puede inspeccionar la pieza terminada y buscar visualmente las áreas de alta y baja calidad para tener una idea de la temperatura adecuada que debe utilizar para ese material.
Adherencia del lecho
Las capas iniciales de impresión directamente sobre la cama son críticas - si se desprenden durante la impresión, la pieza se moverá y la impresión se perderá. Los termoplásticos también cambian de forma a medida que se calientan y se enfrían, y si la adherencia de la base es deficiente, las capas iniciales pueden alabearse al enfriarse y levantarse ligeramente de la base, lo que probablemente también arruinará la pieza.
La adherencia de la base no solo garantiza que haya suficiente superficie para mantener la pieza en pie durante la impresión, sino que también ayuda a mitigar la deformación que podría tener la pieza.
La adherencia de la base no solo garantiza que haya suficiente superficie para mantener la pieza en pie durante la impresión, sino que también ayuda a mitigar la deformación que podría tener la pieza.
Borde y balsa
Las cortadoras son capaces de añadir balsas y bordes. Una balsa coloca capas de material de sacrificio para la pieza que se va a imprimir. Proporciona una adherencia excelente y evita los signos tradicionales de alabeo, pero puede ser difícil de retirar de la pieza y utiliza más material. Un borde se extiende alrededor de la primera capa de la pieza y crea una superficie adicional para la adhesión de la base. Los rebordes pueden ser eficaces contra el alabeo y pueden actuar como punto intermedio entre el uso de una balsa y la no utilización de material adicional para evitar el alabeo. Ambos deben retirarse de la pieza después de la impresión durante el posprocesamiento.
Pegamento en barra y laca
Dependiendo del material de la cama de impresión y del tipo de filamento con el que se imprima, la impresión puede pegarse demasiado a la cama de impresión o no lo suficiente. Las barras de pegamento funcionan bien, ya que pueden evitar la deformación e incluso garantizar que las camas desgastadas o imperfectas sigan teniendo la adherencia que necesitan. Las barras de pegamento también son solubles en agua y fáciles de lavar por esa razón.
El producto químico activo de la laca que provoca la adhesión y hace que funcione es el acetato de vinilo o copolímero de ácido crotónico, más comúnmente conocido como PVA. No todas las lacas tienen este ingrediente tan deseado, así que asegúrate de comprar lacas de máxima resistencia. Al ser un aerosol, son fáciles de rociar sobre la cama y no requieren una limpieza constante de la cama de impresión. La laca funciona a altas temperaturas y es hidrófoba, por lo que mantiene alejada la humedad. Tenga en cuenta que la laca es inflamable.
El producto químico activo de la laca que provoca la adhesión y hace que funcione es el acetato de vinilo o copolímero de ácido crotónico, más comúnmente conocido como PVA. No todas las lacas tienen este ingrediente tan deseado, así que asegúrate de comprar lacas de máxima resistencia. Al ser un aerosol, son fáciles de rociar sobre la cama y no requieren una limpieza constante de la cama de impresión. La laca funciona a altas temperaturas y es hidrófoba, por lo que mantiene alejada la humedad. Tenga en cuenta que la laca es inflamable.
Purines y zumos
En ocasiones, al imprimir con materiales solubles como ABS o PVB, el filamento sobrante se disuelve en el producto químico en el que son solubles. Esto crea una "lechada" o "jugo" que se puede verter en el lecho de impresión. Una vez iniciada la impresión, el filamento se imprime sobre la lechada o el jugo en lugar de imprimirse directamente sobre el lecho de impresión. Esto aumenta la adherencia del material al lecho.
Grosor del caparazón
Es posible que, al trabajar con cortadoras de impresión 3D , la cortadora cree por defecto una pieza hueca. Esto ofrece varias ventajas distintas: una impresión más rápida, un gran ahorro de material y un relleno que añade una gran cantidad de resistencia.
Al igual que una casa depende de unos cimientos para su estabilidad, el grosor del armazón es la estabilidad de la impresión de 3d . Determina cuánto grosor tiene el exterior de la pieza antes de que se vuelva hueca y se rellene con relleno. Las piezas de mayor grosor son, por supuesto, más resistentes, pero la resistencia se consigue a costa de más material y más tiempo de impresión.
Al igual que una casa depende de unos cimientos para su estabilidad, el grosor del armazón es la estabilidad de la impresión de 3d . Determina cuánto grosor tiene el exterior de la pieza antes de que se vuelva hueca y se rellene con relleno. Las piezas de mayor grosor son, por supuesto, más resistentes, pero la resistencia se consigue a costa de más material y más tiempo de impresión.
Selección de materiales
PLA
El PLA, acrónimo de ácido poliláctico, es sin duda el material más común para imprimir en 3D . Es rentable, más respetuoso con el medio ambiente que muchos materiales poliméricos y está disponible en muchas variedades. No requiere un lecho calefactado. Se fabrica con almidón de maíz en lugar de petróleo.
ABS
El ABS, acrónimo de Acrilonitrilo Butadieno Estireno, es otro material muy utilizado para la impresión en 3D , y es un plástico común en general. Puede ser postprocesado con acetona para ser alisado y abrillantado. El ABS tiene mejor ductilidad (flexibilidad) que el PLA, aunque también se deforma mucho. Se debe prestar especial atención a la adhesión de la cama, la orientación y otros factores para evitar el alabeo.
PETG
PETG, siglas de polietileno tereftalato modificado con glicol, ofrece un excelente equilibrio entre las ventajas del ABS y del PLA. Tiene una gran adherencia de capa, resistencia a la deformación, contracción reducida, buenas propiedades de resistencia química, es inodoro y más fácil de trabajar que el ABS.
Nylon
El nailon suele reforzarse con partículas de fibra de carbono, lo que lo convierte en un material resistente que tiene diversas aplicaciones. Tiene una gran resistencia térmica y una baja contracción, sobre todo gracias a los aditivos de fibra de carbono.
PVB
¿Le gusta la idea del alisado por vapor, pero no quiere quemar la casa con acetona? El PVB es la solución. El PVB ofrece una facilidad de impresión similar a la del PLA en 3D y es soluble en alcohol isopropílico para que pueda alisar sin los productos químicos más agresivos. Similar al PLA, es de baja contracción, fácil de imprimir, y es inodoro.
Polipropileno
Este material menos utilizado es fantástico para productos cotidianos. Puede flexionarse donde otros materiales se rompen e incluso puede soportar la impresión de bisagras vivas. Este material tiene un agarre que se siente muy bien en la mano. El polipropileno es muy resistente a los productos químicos. Como el polipropileno es el segundo plástico más utilizado, poco después del polietileno, también es reciclable.
TPU
TPU, que significa poliuretano termoplástico, son filamentos suaves y flexibles. Este filamento puede parecerse más a la goma o la silicona que a un plástico real. Tiene una gran adherencia natural a la cama, es poco deformable e inodoro.
PC
El policarbonato es un material difícil de imprimir. Requiere altas temperaturas, tan altas que la mayoría de las impresoras no pueden imprimirlo. Requiere un lecho de impresión muy caliente y un recinto para que el aire ambiente se mantenga lo suficientemente caliente como para hacer posible la impresión. El policarbonato tiene una buena resistencia al calor y a los productos químicos, suele ser transparente y puede doblarse sin romperse. El material es sensible a la humedad y deben tomarse medidas especiales para mantenerlo seco.
Postprocesado
3D A menudo, las piezas impresas pueden mejorarse después de la impresión. Se pueden pintar, alisar con vapor, etc.
Lijado
A veces hace falta un poco más de esfuerzo para conseguir el ajuste perfecto entre dos piezas. Si hay un poco demasiado material, conseguir un poco de papel de lija de grano fino puede ser suficiente para suavizar y eliminar material para conseguir el ajuste perfecto.
Alisado de vapor
Algunos materiales pueden disolverse con productos químicos. El caso más discutido es el del ABS y la acetona. La acetona es un producto químico peligroso y debe manipularse con la formación adecuada. Si se expone el ABS al vapor de acetona, se derretirá el exterior de la impresión, suavizándola y ocultando las líneas de las capas. Sin embargo, un caso mejor que el ABS para el alisado por vapor son los materiales basados en Polivinil Butiral (PVB). Este material es soluble en alcohol isopropílico, lo que significa que se puede alisar con menos riesgo. Estos materiales se imprimen tan fácilmente como el PLA, son inodoros y ofrecen un bajo encogimiento y alabeo.
Conclusión
3D La impresión tiene muchas facetas y características que la hacen excelente. Se ha pensado mucho en ahorrar material, tiempo y dinero al imprimir en 3D . Pocos procesos ofrecen el nivel de libertad de diseño que ofrece la impresión 3D . Disfrute de la posibilidad de hacer realidad sus sueños.