Table des matières
ThèmesQu'est-ce que l'impression 3D ?
3D L'impression est un processus de fabrication qui aboutit à la création d'objets pouvant être utilisés à de nombreuses fins. Imaginez que vous preniez un pistolet à colle chaude et que vous déposiez de la colle sur une table. Vous déposez ensuite de la colle sur la colle précédente. Vous finirez par accumuler suffisamment de couches pour former un mur.
3D Les imprimantes - en particulier les imprimantes FDM (Fused Deposition Modeling) - font la même chose, mais avec beaucoup plus de précision, et au lieu d'utiliser de la colle, elles utilisent des matières plastiques. D'autres types d'impression 3D peuvent utiliser des lasers, des poudres ou des liquides, mais nous nous concentrons ici sur les imprimantes FDM, plus conviviales.
3D Les imprimantes - en particulier les imprimantes FDM (Fused Deposition Modeling) - font la même chose, mais avec beaucoup plus de précision, et au lieu d'utiliser de la colle, elles utilisent des matières plastiques. D'autres types d'impression 3D peuvent utiliser des lasers, des poudres ou des liquides, mais nous nous concentrons ici sur les imprimantes FDM, plus conviviales.
Ce dont vous aurez besoin
Lorsque vous pénétrez dans le monde de l'impression 3D , vous avez besoin de quelques éléments pour faciliter votre parcours.
Une imprimante FDM (extrusion plastique) 3D
FDM est l'abréviation de "Fused Deposition Modeling" (modélisation par dépôt de matière fondue) et est le type d'imprimante qui utilise du filament qui est aspiré dans une extrudeuse, fondu et pressé hors d'une buse pour former la pièce que vous voulez imprimer. Les imprimantes FDM sont arrivées à maturité et, selon vos besoins, vous pouvez en acquérir une pour seulement 99 dollars ou pour des dizaines de milliers d'euros, en fonction de vos exigences.
Une pièce à imprimer et un modeleur pour créer le modèle
Les fichiers de pièces imprimables sont généralement au format STL, c'est-à-dire au format de stéréolithographie. Les fichiers Step sont également courants - ils peuvent être facilement ouverts dans un programmeCAD et convertis en STL pour l'impression. 3D CAD Le logiciel de conception assistée par ordinateur cad est excellent pour créer vos propres pièces basées sur des caractéristiques 3D au lieu de chercher sur Internet pour imprimer les pièces de quelqu'un d'autre.
Laversion 2D de CAD n'est pas adaptée à l'impression 3D . Ils sont conçus pour créer des éléments en 2D, comme des plans, alors que l'impression 3D est destinée à la fabrication d'objets en 3D. Il est important de comprendre les différents types de CAD et de savoir si celui dont vous disposez vous permettra de créer les résultats requis par le processus d'impression 3D .
Laversion 2D de CAD n'est pas adaptée à l'impression 3D . Ils sont conçus pour créer des éléments en 2D, comme des plans, alors que l'impression 3D est destinée à la fabrication d'objets en 3D. Il est important de comprendre les différents types de CAD et de savoir si celui dont vous disposez vous permettra de créer les résultats requis par le processus d'impression 3D .
Un programme de tranchage
Un slicer est un outil capable de convertir les modèles 3D , que les humains comprennent, en code g, un langage que les imprimantes 3D comprennent. Certains slicers sont propriétaires, tandis que d'autres sont des programmes open source. Tous les slicers lisent principalement les formats de fichiers STL pour créer des pièces 3D . Il existe des solutions de surveillance basées sur le cloud qui accompagnent les slicers, mais nous nous en tiendrons ici aux principes de base.
Presque toutes les imprimantes 3D sont livrées avec un slicer conçu pour l'imprimante 3D , et de nombreux slicers tiers sont conçus pour de nombreuses imprimantes différentes.
Presque toutes les imprimantes 3D sont livrées avec un slicer conçu pour l'imprimante 3D , et de nombreux slicers tiers sont conçus pour de nombreuses imprimantes différentes.
Conception et orientation des pièces
Commençons par discuter des limites des imprimantes 3D ! Bien que l'impression sur 3D offre une plus grande liberté de conception que n'importe quel autre processus de fabrication, nous ne sommes pas complètement à l'abri de la nécessité de concevoir pour la fabrication. Certaines caractéristiques compromettent la qualité de l'impression. Voici quelques points à garder à l'esprit lorsque l'on travaille à la conception d'un produit :
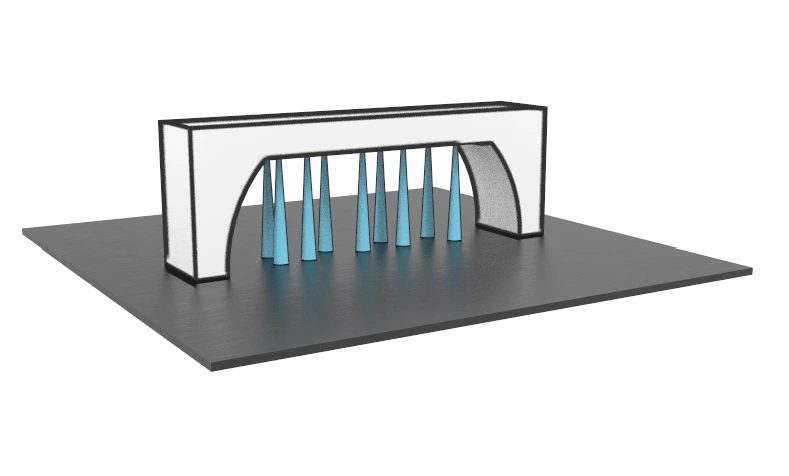
Puis-je éliminer les longs porte-à-faux sur la pièce ?
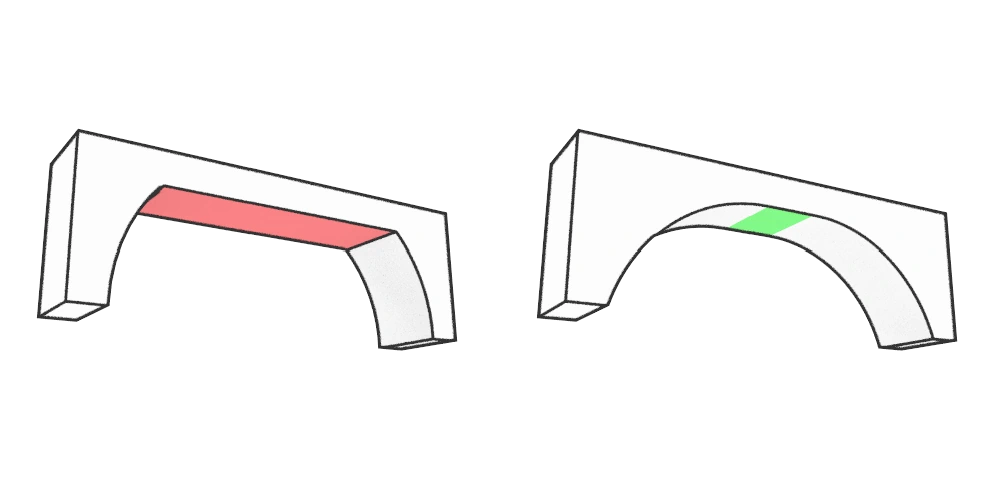
Imaginez que vous imprimiez ce pont comme indiqué. Comme les imprimantes 3D travaillent couche par couche, l'imprimante doit d'abord construire les deux tours qui forment le pont, puis faire passer le matériau entre les deux tours sans rien pour soutenir le matériau entre les deux. C'est ce qu'on appelle un surplomb ou un pont, qu'il convient d'éviter si possible pour obtenir une impression de qualité optimale.
Les surplombs dépendent de la machine, des paramètres d'impression, du matériau, du refroidissement et d'autres facteurs. En règle générale, les surplombs de 45° seront toujours imprimables et ceux de 60° le seront toujours pour des réglages plus fins. Les surplombs ne posent pas non plus de problème s'ils ne s'éloignent pas beaucoup du matériau supporté. Lorsque vous déterminez lesquelles de ces solutions sont 3D imprimables, toutes ces caractéristiques peuvent être prises en compte dans votre solution CAD .
Parfois, vous ne pouvez pas éviter les surplombs et votre imprimante vous surprendra souvent.
Dans cet exemple spécifique, nous avons résolu le problème en agrandissant les côtés, mais il y a une meilleure façon de procéder. Nous pouvons résoudre ce problème de dépassement en imprimant la pièce à l'envers en tirant parti de l'orientation de la pièce. Cela vaut la peine de penser à l'avenir et de concevoir la pièce en tenant compte des ponts et des surplombs, dont nous parlerons plus loin.
Les surplombs dépendent de la machine, des paramètres d'impression, du matériau, du refroidissement et d'autres facteurs. En règle générale, les surplombs de 45° seront toujours imprimables et ceux de 60° le seront toujours pour des réglages plus fins. Les surplombs ne posent pas non plus de problème s'ils ne s'éloignent pas beaucoup du matériau supporté. Lorsque vous déterminez lesquelles de ces solutions sont 3D imprimables, toutes ces caractéristiques peuvent être prises en compte dans votre solution CAD .
Parfois, vous ne pouvez pas éviter les surplombs et votre imprimante vous surprendra souvent.
Dans cet exemple spécifique, nous avons résolu le problème en agrandissant les côtés, mais il y a une meilleure façon de procéder. Nous pouvons résoudre ce problème de dépassement en imprimant la pièce à l'envers en tirant parti de l'orientation de la pièce. Cela vaut la peine de penser à l'avenir et de concevoir la pièce en tenant compte des ponts et des surplombs, dont nous parlerons plus loin.
Quelle face dois-je mettre sur le lit d'impression ?
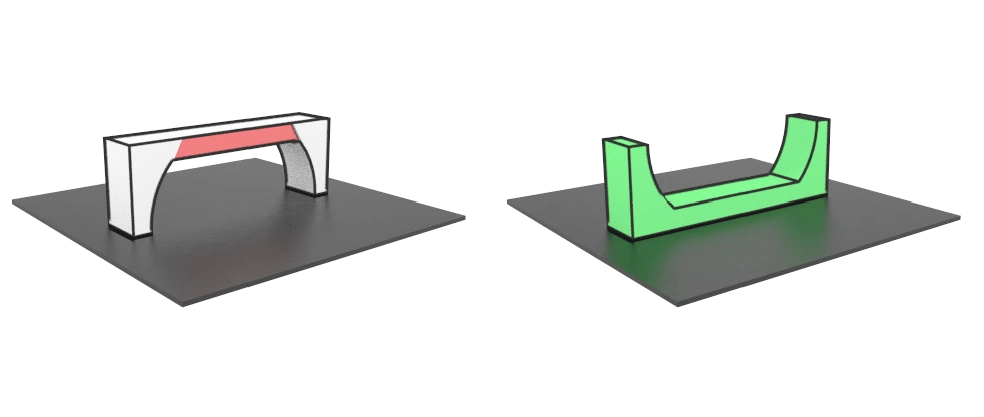
Regardez l'exemple ci-dessus. Le choix de la face à placer sur le lit d'impression et la conception de la pièce en fonction de cette orientation permettent d'obtenir une impression de meilleure qualité et d'éviter les échecs d'impression. En choisissant stratégiquement la face à imprimer, il est souvent possible d'éviter complètement les débordements.
Je veux que deux pièces s'emboîtent l'une dans l'autre. Comment dois-je les dimensionner ?
La façon la plus simple de le dire est qu'une cheville d'exactement 3 pouces ne s'insérera pas dans un trou d'exactement 3 pouces. Il doit toujours y avoir une différence dimensionnelle pour que les pièces s'emboîtent les unes dans les autres. 3D Les imprimantes sont également sujettes à la "surconstruction", ce qui signifie qu'un peu de matériel supplémentaire peut être ajouté en dehors des dimensions prévues, ce qui entraîne généralement des chevilles plus grandes et des trous plus petits que ceux prévus.
Il n'existe pas de solution simple à ce problème, car ces facteurs dépendent fortement du type d'imprimante utilisé et du type de matériau. Mais il n'est pas non plus décourageant d'obtenir de bons ajustements - un point de départ raisonnable consiste à prévoir une pièce de 0,01" à 0,02" plus petite que la pièce dans laquelle elle s'insère et à effectuer quelques essais simples avant l'impression finale, ce qui permet d'économiser du matériel et du temps pour optimiser l'ajustement.
En résumé, il existe quelques lignes directrices pour débuter, mais vous devez tester les capacités de votre imprimante.
Il n'existe pas de solution simple à ce problème, car ces facteurs dépendent fortement du type d'imprimante utilisé et du type de matériau. Mais il n'est pas non plus décourageant d'obtenir de bons ajustements - un point de départ raisonnable consiste à prévoir une pièce de 0,01" à 0,02" plus petite que la pièce dans laquelle elle s'insère et à effectuer quelques essais simples avant l'impression finale, ce qui permet d'économiser du matériel et du temps pour optimiser l'ajustement.
En résumé, il existe quelques lignes directrices pour débuter, mais vous devez tester les capacités de votre imprimante.
Réglages de la trancheuse
De bonnes impressions sur 3D commencent par de bons réglages ! Une fois la pièce conçue, les réglages du slicer sont ceux qui influencent le plus le temps nécessaire à l'impression de la pièce, la qualité de l'impression et la solidité de la pièce. Nous allons donc nous pencher sur les paramètres les plus importants :
Hauteur de la couche
La hauteur de la couche d'impression a une incidence significative sur le temps d'impression de la pièce ainsi que sur la qualité de ce qui est imprimé. L'utilisation d'une valeur inférieure pour la hauteur de la couche augmente considérablement la résistance de la pièce, selon Kuznetsov, V. et al dans l'article de recherche "Strength of PLA Components Fabricated with Fused Deposition Technology Using a Desktop 3D Printer as a Function of Geometrical Parameters of the Process" (Résistance des composants en PLA fabriqués avec la technologie de dépôt par fusion à l'aide d'une imprimante de bureau en fonction des paramètres géométriques du processus).
La recherche conclut : "La hauteur de la couche a eu la plus grande influence sur la cohésion intra-couche. La résistance des pièces a diminué avec l'augmentation de la hauteur de la couche pour toutes les buses étudiées (0,4, 0,6 et 0,8 mm) sur toute la gamme des valeurs de hauteur de couche testées. Pour les échantillons étudiés, la diminution de la résistance lors du passage d'une hauteur de couche minimale à une hauteur maximale était d'environ 3,5 fois". Bien entendu, cela a un coût. Il faut s'attendre à un temps d'impression beaucoup plus long pour les petites hauteurs de couche.
La recherche conclut : "La hauteur de la couche a eu la plus grande influence sur la cohésion intra-couche. La résistance des pièces a diminué avec l'augmentation de la hauteur de la couche pour toutes les buses étudiées (0,4, 0,6 et 0,8 mm) sur toute la gamme des valeurs de hauteur de couche testées. Pour les échantillons étudiés, la diminution de la résistance lors du passage d'une hauteur de couche minimale à une hauteur maximale était d'environ 3,5 fois". Bien entendu, cela a un coût. Il faut s'attendre à un temps d'impression beaucoup plus long pour les petites hauteurs de couche.
Remplissage
Les trancheuses imprimeront par défaut la pièce en creux et utiliseront un matériau de support interne, appelé remplissage, pour maintenir la solidité de la pièce. L'utilisation d'un matériau de remplissage au lieu d'imprimer la pièce en tant que pièce solide réduit considérablement le temps nécessaire à l'impression et la quantité de matériau utilisée. La densité du matériau de remplissage est variable. L'utilisateur peut spécifier s'il souhaite que l'intérieur de la pièce soit constitué de 90 % d'espace vide, de 50 % d'espace vide, de 10 % d'espace vide ou de toute autre valeur personnalisée.
Outre la densité variable, le logiciel de tranchage permet également d'utiliser différents motifs. Des motifs hexagonaux, gyroïdes, en grille et bien d'autres sont généralement disponibles. Chacun a ses avantages et ses inconvénients, mais pour de nombreuses pièces qui ne sont pas soumises à des contraintes - comme celles qui resteront sur une étagère - le choix du remplissage n'a pas d'importance, si ce n'est le temps d'impression.
Outre la densité variable, le logiciel de tranchage permet également d'utiliser différents motifs. Des motifs hexagonaux, gyroïdes, en grille et bien d'autres sont généralement disponibles. Chacun a ses avantages et ses inconvénients, mais pour de nombreuses pièces qui ne sont pas soumises à des contraintes - comme celles qui resteront sur une étagère - le choix du remplissage n'a pas d'importance, si ce n'est le temps d'impression.
Matériel de soutien
Vous souvenez-vous de ce pont que nous avons examiné lorsque nous avons parlé des surplombs et des ponts ? Il existe un autre moyen de maintenir la qualité en cas de porte-à-faux, qui présente ses propres avantages et inconvénients. Il s'agit de l'utilisation de supports ou de matériel de support.
Le matériel de support est un élément que le slicer ajoute à l'impression et qu'il peut personnaliser. Par exemple, vous pouvez demander au slicer d'ajouter automatiquement un matériau de soutien sur les surplombs qui dépassent 60°, ou tout autre angle que vous aurez spécifié.
Les difficultés liées à l'utilisation d'un matériau de support concernent l'enlèvement : le matériau de support peut se lier à la pièce imprimée, ce qui réduit la qualité de l'état de surface obtenu. Il est également possible que les outils utilisés pour retirer le matériau de support entrent en contact avec la pièce et en compromettent la qualité.
Si vous disposez d'une imprimante à deux têtes, vous pouvez utiliser une tête pour imprimer le plastique et une autre pour imprimer le matériau de support, ce qui signifie que vous pouvez choisir le matériau dont est fait le matériau de support. Cela offre une plus grande souplesse, car certains matériaux de support sont dissolubles. Sinon, vous imprimerez les supports avec le même matériau que la pièce et devrez les découper une fois celle-ci terminée.
Le matériel de support est un élément que le slicer ajoute à l'impression et qu'il peut personnaliser. Par exemple, vous pouvez demander au slicer d'ajouter automatiquement un matériau de soutien sur les surplombs qui dépassent 60°, ou tout autre angle que vous aurez spécifié.
Les difficultés liées à l'utilisation d'un matériau de support concernent l'enlèvement : le matériau de support peut se lier à la pièce imprimée, ce qui réduit la qualité de l'état de surface obtenu. Il est également possible que les outils utilisés pour retirer le matériau de support entrent en contact avec la pièce et en compromettent la qualité.
Si vous disposez d'une imprimante à deux têtes, vous pouvez utiliser une tête pour imprimer le plastique et une autre pour imprimer le matériau de support, ce qui signifie que vous pouvez choisir le matériau dont est fait le matériau de support. Cela offre une plus grande souplesse, car certains matériaux de support sont dissolubles. Sinon, vous imprimerez les supports avec le même matériau que la pièce et devrez les découper une fois celle-ci terminée.
Paramètres de l'imprimante
Le filament pour imprimante est plutôt tolérant et peut être imprimé à plusieurs températures tout en fonctionnant. Toutefois, un réglage précis peut faire la différence. L'un des moyens d'y parvenir est d'utiliser des tours de température. Une tour de température nécessite un code g personnalisé pour les imprimantes et est plus une affaire d'utilisation à vos risques et périls.
Les tours de température se présentent sous forme de couches et possèdent diverses caractéristiques répétitives telles que des surplombs. Le code g est configuré pour imprimer chaque caractéristique à une température différente afin de voir comment la qualité de l'impression change en fonction de la température. Vous pouvez inspecter la pièce finie et rechercher visuellement les zones de haute et de basse qualité pour vous faire une idée de la bonne température à utiliser pour ce matériau.
Les tours de température se présentent sous forme de couches et possèdent diverses caractéristiques répétitives telles que des surplombs. Le code g est configuré pour imprimer chaque caractéristique à une température différente afin de voir comment la qualité de l'impression change en fonction de la température. Vous pouvez inspecter la pièce finie et rechercher visuellement les zones de haute et de basse qualité pour vous faire une idée de la bonne température à utiliser pour ce matériau.
Adhésion au lit
Les couches d'impression initiales directement sur le lit sont critiques - si elles se détachent pendant l'impression, la pièce se déplacera et l'impression sera perdue. Les thermoplastiques changent également de forme à mesure qu'ils chauffent et refroidissent, et si l'adhérence au lit est mauvaise, les couches initiales peuvent se déformer en refroidissant et se soulever légèrement du lit, ce qui risque de ruiner votre pièce.
L'adhérence au lit garantit non seulement qu'il y a suffisamment de surface pour maintenir la pièce debout tout au long de l'impression, mais permet également d'atténuer la déformation que la pièce pourrait avoir.
L'adhérence au lit garantit non seulement qu'il y a suffisamment de surface pour maintenir la pièce debout tout au long de l'impression, mais permet également d'atténuer la déformation que la pièce pourrait avoir.
Brim et Raft
Les trancheuses sont capables d'ajouter des radeaux et des bordures. Un radeau dépose des couches sacrificielles de matériau pour la pièce à imprimer. Il permet une excellente adhérence et empêche les signes traditionnels de gauchissement, mais il peut être difficile à retirer de la pièce et il utilise plus de matériau. Un bord s'étend autour de la première couche de la pièce et crée une surface supplémentaire pour l'adhésion au lit. Les bordures peuvent être efficaces contre le gauchissement et constituent une solution intermédiaire entre l'utilisation d'un chevron et le fait de ne pas utiliser de matériau supplémentaire pour prévenir le gauchissement. Les deux doivent être retirés de la pièce après l'impression, lors du post-traitement.
Bâtons de colle et laque
Selon le matériau du lit d'impression et le type de filament utilisé, l'impression peut coller trop ou pas assez au lit d'impression. Les bâtons de colle sont très utiles car ils permettent d'éviter les déformations et garantissent même que les lits d'impression usés ou imparfaits conservent l'adhérence dont ils ont besoin. Les bâtons de colle sont également solubles dans l'eau et donc faciles à laver.
Le produit chimique actif de la laque qui provoque l'adhésion et la rend efficace est l'acétate de vinyle ou le copolymère d'acide crotonique, plus connu sous le nom de PVA. Toutes les laques ne contiennent pas cet ingrédient, il faut donc veiller à acheter une laque de force maximale. Comme il s'agit d'un aérosol, il est facile de le vaporiser sur le lit d'impression et il ne nécessite pas un nettoyage constant du lit d'impression. La laque fonctionne à des températures élevées et est hydrophobe, ce qui lui confère l'avantage d'empêcher l'humidité de pénétrer. Il faut savoir que la laque est inflammable.
Le produit chimique actif de la laque qui provoque l'adhésion et la rend efficace est l'acétate de vinyle ou le copolymère d'acide crotonique, plus connu sous le nom de PVA. Toutes les laques ne contiennent pas cet ingrédient, il faut donc veiller à acheter une laque de force maximale. Comme il s'agit d'un aérosol, il est facile de le vaporiser sur le lit d'impression et il ne nécessite pas un nettoyage constant du lit d'impression. La laque fonctionne à des températures élevées et est hydrophobe, ce qui lui confère l'avantage d'empêcher l'humidité de pénétrer. Il faut savoir que la laque est inflammable.
Bouillie et jus
Parfois, lors de l'impression de matériaux solubles tels que l'ABS ou le PVB, le filament supplémentaire est dissous dans le produit chimique dans lequel il est soluble. Cela crée une "bouillie" ou un "jus" qui peut être versé sur le lit d'impression. Une fois l'impression lancée, le filament est imprimé sur la suspension ou le jus au lieu d'être imprimé directement sur le lit d'impression. Cela augmente l'adhérence du matériau au lit d'impression.
Épaisseur de la coque
Lorsque vous travaillez avec les trancheurs d'impression 3D , vous pouvez constater que le trancheur crée par défaut une pièce creuse. Cela offre plusieurs avantages distincts : une impression plus rapide, des économies importantes de matériaux et un remplissage qui ajoute une grande force.
Tout comme une maison repose sur des fondations pour sa stabilité, l'épaisseur de la coque est la stabilité de l'impression 3d . Elle détermine l'épaisseur de l'extérieur de la pièce avant qu'elle ne devienne creuse et ne soit remplie de matériaux de remplissage. Les coques plus épaisses sont bien sûr plus résistantes, mais cette résistance est obtenue au prix d'une plus grande quantité de matériau et d'un temps d'impression plus long.
Tout comme une maison repose sur des fondations pour sa stabilité, l'épaisseur de la coque est la stabilité de l'impression 3d . Elle détermine l'épaisseur de l'extérieur de la pièce avant qu'elle ne devienne creuse et ne soit remplie de matériaux de remplissage. Les coques plus épaisses sont bien sûr plus résistantes, mais cette résistance est obtenue au prix d'une plus grande quantité de matériau et d'un temps d'impression plus long.
Sélection des matériaux
PLA
Le PLA (acide polylactique) est sans doute le matériau le plus courant pour l'impression sur le site 3D . Il est rentable, plus respectueux de l'environnement que beaucoup d'autres matériaux polymères et se décline en de nombreuses variétés. Il ne nécessite pas de lit chauffant. Il est fabriqué à partir d'amidon de maïs et non de pétrole.
ABS
L'ABS (Acrylonitrile Butadiène Styrène) est un autre matériau couramment utilisé pour l'impression sur le site 3D . Il s'agit d'un plastique courant en général. Il peut être post-traité avec de l'acétone pour être lissé et poli. L'ABS a une meilleure ductilité (flexibilité) que le PLA, mais il se déforme fortement. Il convient d'accorder une attention particulière à l'adhérence du lit, à l'orientation et à d'autres facteurs afin d'éviter la déformation.
PETG
Le PETG (Polyéthylène Téréphtalate Glycol Modifié) offre un excellent équilibre entre les avantages de l'ABS et du PLA. Il présente une excellente adhérence des couches, une résistance au gauchissement, un retrait réduit, de bonnes propriétés de résistance chimique, il est inodore et plus facile à travailler que l'ABS.
Nylon
Le nylon est souvent renforcé par des particules de fibre de carbone, ce qui en fait un matériau solide aux multiples applications. Il présente une résistance thermique élevée et un faible retrait, en particulier grâce aux additifs de fibre de carbone.
PVB
Vous aimez l'idée du lissage à la vapeur, mais vous ne voulez pas brûler la maison avec de l'acétone ? Le PVB est la solution. Le PVB offre une facilité d'impression semblable à celle du PLA ( 3D ) et est soluble dans l'alcool isopropylique (alcool à friction), ce qui vous permet de lisser sans utiliser les produits chimiques les plus agressifs. Comme le PLA, il se rétracte peu, est facile à imprimer et ne dégage pas d'odeur.
Polypropylène
Ce matériau moins utilisé est fantastique pour les produits de tous les jours. Il peut se plier là où d'autres matériaux se cassent et peut même supporter des charnières vivantes d'impression. Ce matériau offre une bonne prise en main. Le polypropylène est très résistant aux produits chimiques. Le polypropylène étant le deuxième plastique le plus utilisé, juste derrière le polyéthylène, il est également recyclable.
TPU
Les TPU (polyuréthane thermoplastique) sont des filaments souples et flexibles. Ce filament ressemble davantage à du caoutchouc ou à du silicone qu'à un véritable plastique. Il a naturellement une grande adhérence au lit, est peu déformable et inodore.
PC
Le PC (polycarbonate) est un matériau difficile à imprimer. Ses exigences en matière de température sont très élevées, à tel point que la plupart des imprimantes ne pourront pas l'imprimer. Il nécessite un lit d'impression très chaud et une enceinte pour que l'air ambiant reste suffisamment chaud pour permettre l'impression. Le polycarbonate présente une bonne résistance aux chocs, à la chaleur et aux produits chimiques, il est normalement transparent et peut être plié sans se briser. Le matériau est sensible à l'humidité et des mesures spéciales doivent être prises pour le maintenir sec.
Post-traitement
3D Les pièces imprimées peuvent souvent être améliorées après l'impression. Elles peuvent être peintes, lissées à la vapeur, etc.
Sablage
Il faut parfois un peu plus d'efforts pour obtenir un ajustement parfait entre deux pièces. S'il y a un peu trop de matière, du papier de verre à grain fin peut suffire à lisser et à enlever de la matière pour obtenir l'ajustement parfait.
Lissage de la vapeur
Certains matériaux peuvent être dissous par des produits chimiques. Le cas le plus discuté est celui de l'ABS et de l'acétone. L'acétone est un produit chimique dangereux qui doit être manipulé avec une formation adéquate. Si l'ABS est exposé à des vapeurs d'acétone, celles-ci feront fondre l'extérieur de l'impression, ce qui la lissera et masquera les lignes de la couche. Les matériaux à base de butyral de polyvinyle (PVB) sont plus efficaces que l'ABS pour le lissage à la vapeur. Ce matériau est soluble dans l'isopropyle (alcool à friction), ce qui signifie qu'il peut être lissé avec moins de risques. Ces matériaux s'impriment aussi facilement que le PLA, sont inodores et présentent un faible taux de rétrécissement et de déformation.
Conclusion
3D L'impression a de nombreuses facettes et caractéristiques qui la rendent exceptionnelle. De nombreuses réflexions ont été menées pour économiser du matériel, du temps et de l'argent lors de l'impression de 3D . Peu de procédés offrent une liberté de conception aussi grande que l'impression 3D . Profitez de la possibilité de transformer vos rêves en réalité !