Inhaltsübersicht
ThemenWas ist 3D Drucken?
3D Der Druck ist ein Herstellungsverfahren, mit dem Objekte geschaffen werden, die für viele Zwecke verwendet werden können. Stellen Sie sich vor, Sie nehmen eine Heißklebepistole und tragen etwas Klebstoff auf einen Tisch auf. Dann trägst du mehr Kleber auf den vorherigen Kleber auf. Schließlich werden so viele Schichten aufgetragen, dass eine Wand entsteht.
3D Drucker - insbesondere FDM-Drucker (Fused Deposition Modeling) - machen das Gleiche, sind aber viel präziser und verwenden statt Klebstoff Kunststoffe. Andere Arten des 3D Drucks können Laser, Pulver oder Flüssigkeiten verwenden, aber wir konzentrieren uns hier auf die verbraucherfreundlicheren FDM-Drucker.
3D Drucker - insbesondere FDM-Drucker (Fused Deposition Modeling) - machen das Gleiche, sind aber viel präziser und verwenden statt Klebstoff Kunststoffe. Andere Arten des 3D Drucks können Laser, Pulver oder Flüssigkeiten verwenden, aber wir konzentrieren uns hier auf die verbraucherfreundlicheren FDM-Drucker.
Dinge, die Sie benötigen
Für den Einstieg in die Welt des 3D -Drucks gibt es einige Dinge, die Sie benötigen, um sich den Einstieg zu erleichtern.
Ein FDM-Drucker (Kunststoffextrusion) 3D
FDM steht für "Fused Deposition Modeling" und ist die Art von Drucker, die Filamente verwendet, die in einen Extruder eingezogen, geschmolzen und aus einer Düse herausgepresst werden, um das zu druckende Teil zu formen. FDM-Drucker sind ausgereift, und je nach Bedarf können Sie einen solchen Drucker für nur 99 $ oder für mehrere zehntausend $ erwerben.
Ein zu druckendes Teil und ein Modellierer, der das Modell erstellt
Druckbare Teiledateien liegen in der Regel im STL-Format vor, das für das Stereolithografie-Format steht. Auch Step-Dateien sind üblich - sie können leicht in einem CAD Programm geöffnet und für den Druck in STL konvertiert werden. 3D CAD Die Software für computergestütztes Design cad eignet sich hervorragend, um eigene funktionsbasierte 3D Teile zu erstellen, anstatt im Internet nach den Teilen anderer zu suchen.
2D CAD allein ist für den Druck von 3D nicht gut geeignet. Sie sind für die Erstellung von 2D-Elementen, wie z. B. Blaupausen, gedacht, während 3D für die Herstellung von 3D gedacht ist. Es ist wichtig, die verschiedenen Arten von CAD zu verstehen und zu wissen, ob die Software, die Sie haben, Ihnen die Erstellung der für den 3D Druckprozess erforderlichen Ergebnisse ermöglicht.
2D CAD allein ist für den Druck von 3D nicht gut geeignet. Sie sind für die Erstellung von 2D-Elementen, wie z. B. Blaupausen, gedacht, während 3D für die Herstellung von 3D gedacht ist. Es ist wichtig, die verschiedenen Arten von CAD zu verstehen und zu wissen, ob die Software, die Sie haben, Ihnen die Erstellung der für den 3D Druckprozess erforderlichen Ergebnisse ermöglicht.
Ein Slicer-Programm
Ein Slicer ist ein Programm, das 3D Modelle, also etwas, das Menschen verstehen, in G-Code umwandelt, eine Sprache, die 3D Drucker verstehen. Einige Slicer sind proprietär, während andere Open-Source-Programme sind. Alle Slicer lesen in erster Linie STL-Dateiformate zur Erstellung von 3D Teilen. Es gibt einige cloudbasierte Überwachungslösungen, die mit Slicern einhergehen, aber wir beschränken uns hier auf die Grundlagen.
Fast alle 3D Drucker werden mit einem Slicer geliefert, der für den 3D Drucker entwickelt wurde, und viele Slicer von Drittanbietern sind für viele verschiedene Drucker geeignet.
Fast alle 3D Drucker werden mit einem Slicer geliefert, der für den 3D Drucker entwickelt wurde, und viele Slicer von Drittanbietern sind für viele verschiedene Drucker geeignet.
Bauteilgestaltung und -ausrichtung
Lassen Sie uns zunächst die Grenzen der 3D Drucker erörtern! Obwohl der Druck auf 3D mehr Gestaltungsfreiheit bietet als fast jedes andere Herstellungsverfahren, sind wir nicht völlig frei von der Notwendigkeit, für die Herstellung zu entwerfen. Bestimmte Merkmale beeinträchtigen die Qualität des Drucks. Hier sind ein paar Dinge, die man bei der Produktgestaltung beachten sollte:
Kann ich lange Überhänge an dem Teil beseitigen?
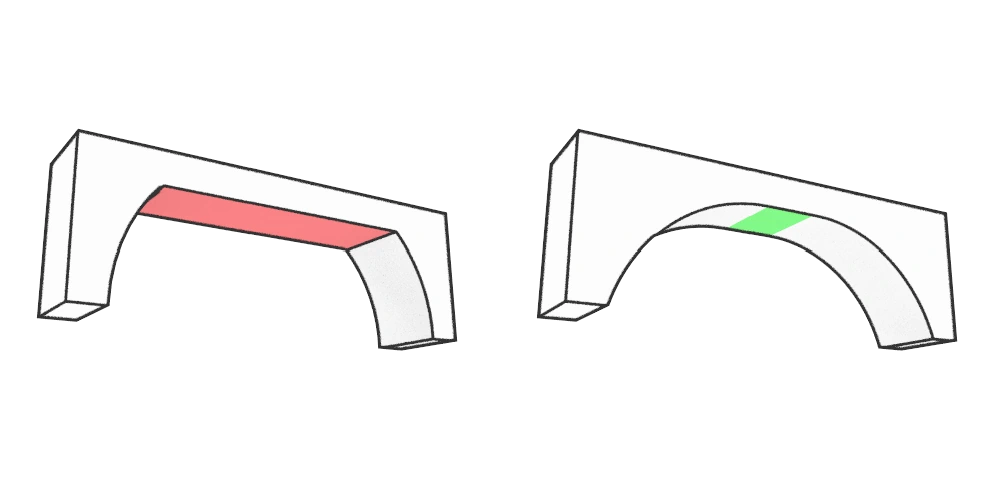
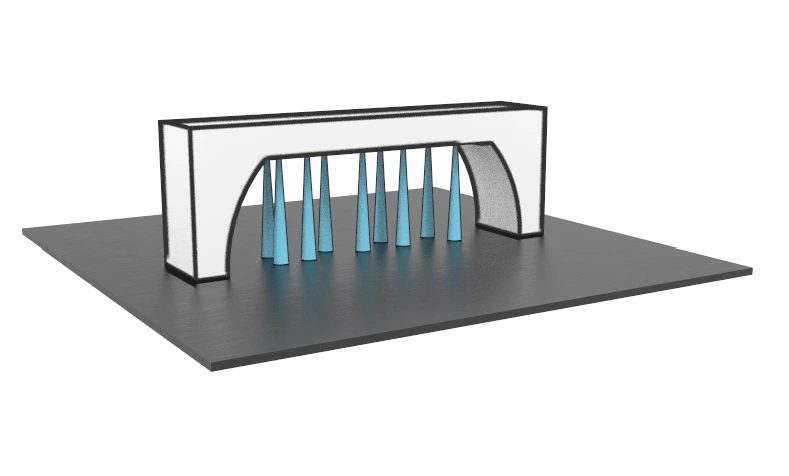
Stellen Sie sich vor, Sie würden diese Brücke wie abgebildet ausdrucken. Da 3D Drucker schichtweise arbeiten, muss der Drucker zuerst die beiden Türme bauen, die die Brücke bilden, und dann das Material zwischen den beiden Türmen verlegen, ohne dass das Material dazwischen gestützt wird. Dies wird als Überhang oder Brücke bezeichnet und sollte nach Möglichkeit vermieden werden, um die beste Druckqualität zu erzielen.
Überhänge hängen von der Maschine, den Druckeinstellungen, dem Material, der Kühlung und anderen Faktoren ab. Als allgemeine Regel gilt, dass Überhänge von 45° immer bedruckbar sind und 60° bei feineren Einstellungen immer bedruckbar sind. Überhänge stellen auch kein Problem dar, wenn sie nicht sehr weit vom unterstützten Material entfernt sind. Bei der Bestimmung, welche dieser Lösungen 3D druckbar sind, können alle diese Merkmale in Ihrer CAD Lösung berücksichtigt werden.
Manchmal lassen sich Überhänge nicht vermeiden, und oft wird Ihr Drucker Sie überraschen - testen Sie einfach, was Sie erreichen können.
In diesem speziellen Beispiel haben wir das Problem gelöst, indem wir die Seiten größer gemacht haben, aber es gibt eine bessere Lösung. Wir können das Problem des Überhangs lösen, indem wir das Teil auf dem Kopf stehend drucken, indem wir die Teileausrichtung nutzen. Es lohnt sich, vorausschauend zu denken und das Teil unter Berücksichtigung von Überbrückungen und Überhängen zu entwerfen, worauf wir als Nächstes eingehen werden.
Überhänge hängen von der Maschine, den Druckeinstellungen, dem Material, der Kühlung und anderen Faktoren ab. Als allgemeine Regel gilt, dass Überhänge von 45° immer bedruckbar sind und 60° bei feineren Einstellungen immer bedruckbar sind. Überhänge stellen auch kein Problem dar, wenn sie nicht sehr weit vom unterstützten Material entfernt sind. Bei der Bestimmung, welche dieser Lösungen 3D druckbar sind, können alle diese Merkmale in Ihrer CAD Lösung berücksichtigt werden.
Manchmal lassen sich Überhänge nicht vermeiden, und oft wird Ihr Drucker Sie überraschen - testen Sie einfach, was Sie erreichen können.
In diesem speziellen Beispiel haben wir das Problem gelöst, indem wir die Seiten größer gemacht haben, aber es gibt eine bessere Lösung. Wir können das Problem des Überhangs lösen, indem wir das Teil auf dem Kopf stehend drucken, indem wir die Teileausrichtung nutzen. Es lohnt sich, vorausschauend zu denken und das Teil unter Berücksichtigung von Überbrückungen und Überhängen zu entwerfen, worauf wir als Nächstes eingehen werden.
Welches Gesicht soll ich auf das Druckbett legen?
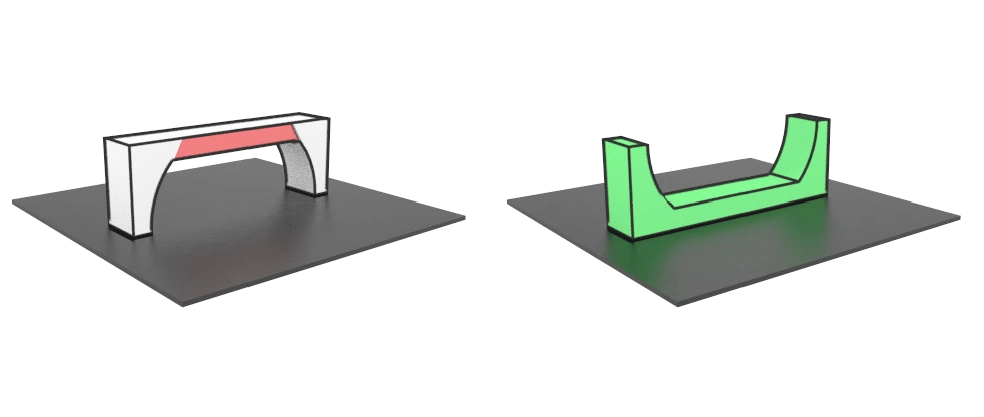
Schauen Sie sich das obige Beispiel an. Die Entscheidung, welche Seite auf das Druckbett gelegt werden soll, und die Gestaltung des Teils entsprechend dieser Ausrichtung sorgen für eine höhere Druckqualität und verhindern fehlerhafte Drucke. Wenn Sie strategisch entscheiden, welche Seite oben ist, können Sie Überstände oft ganz vermeiden.
Ich möchte zwei Teile, die zusammenpassen. Wie sollte ich diese dimensionieren?
Am einfachsten lässt sich das so ausdrücken, dass ein Stift, der genau 3" groß ist, nicht in ein Loch passt, das genau 3" groß ist. Es muss immer ein Größenunterschied vorhanden sein, damit die Teile ineinander passen. 3D Drucker sind auch anfällig für "Overbuild", was bedeutet, dass ein wenig zusätzliches Material außerhalb der vorgesehenen Abmessungen hinzugefügt werden kann, was normalerweise zu größeren Stiften und kleineren Löchern führt als vorgesehen.
Es gibt keine einfache Lösung für dieses Problem, da diese Faktoren stark von der Art des Druckers und des Materials abhängen. Eine gute Passform zu erzielen, ist aber auch nicht entmutigend - ein vernünftiger Ausgangspunkt ist es, ein Teil zu planen, das 0,01" bis 0,02" kleiner ist als das Teil, in das es eingepasst werden soll, und einige einfache Testdrucke vor dem endgültigen Druck können Material und Zeit bei der Optimierung der besten Passform sparen.
Kurz gesagt, es gibt einige Richtlinien für den Anfang, aber Sie müssen die Fähigkeiten Ihres Druckers testen.
Es gibt keine einfache Lösung für dieses Problem, da diese Faktoren stark von der Art des Druckers und des Materials abhängen. Eine gute Passform zu erzielen, ist aber auch nicht entmutigend - ein vernünftiger Ausgangspunkt ist es, ein Teil zu planen, das 0,01" bis 0,02" kleiner ist als das Teil, in das es eingepasst werden soll, und einige einfache Testdrucke vor dem endgültigen Druck können Material und Zeit bei der Optimierung der besten Passform sparen.
Kurz gesagt, es gibt einige Richtlinien für den Anfang, aber Sie müssen die Fähigkeiten Ihres Druckers testen.
Slicer-Einstellungen
Großartige 3D Drucke beginnen mit großartigen Einstellungen! Sobald das Teil konstruiert ist, haben die Slicer-Einstellungen den größten Einfluss darauf, wie lange es dauert, das Teil zu drucken, auf die Qualität des Drucks und die Festigkeit des Teils. Lassen Sie uns hier in die kritischen Einstellungen eintauchen:
Schichthöhe
Die Schichthöhe des Drucks hat erhebliche Auswirkungen auf die Druckzeit des Teils sowie auf die Qualität des Gedruckten. Die Verwendung eines kleineren Wertes für die Schichthöhe erhöht die Festigkeit des Teils erheblich, so Kuznetsov, V. et al. in der Forschungsarbeit "Strength of PLA Components Fabricated with Fused Deposition Technology Using a Desktop 3D Printer as a Function of Geometrical Parameters of the Process".
Die Studie kommt zu dem Schluss: "Die Schichthöhe hatte den größten Einfluss auf die Kohäsion zwischen den Schichten. Die Bauteilfestigkeit nahm mit zunehmender Schichthöhe für alle untersuchten Düsen (0,4, 0,6 und 0,8 mm) über den gesamten Bereich der getesteten Schichthöhenwerte ab. Bei den untersuchten Proben betrug die Abnahme der Festigkeit bei Änderung der Schichthöhe vom Minimum zum Maximum etwa das 3,5-fache." Dies hat natürlich seinen Preis. Bei kleinen Schichthöhen muss mit einer wesentlich längeren Druckzeit gerechnet werden.
Die Studie kommt zu dem Schluss: "Die Schichthöhe hatte den größten Einfluss auf die Kohäsion zwischen den Schichten. Die Bauteilfestigkeit nahm mit zunehmender Schichthöhe für alle untersuchten Düsen (0,4, 0,6 und 0,8 mm) über den gesamten Bereich der getesteten Schichthöhenwerte ab. Bei den untersuchten Proben betrug die Abnahme der Festigkeit bei Änderung der Schichthöhe vom Minimum zum Maximum etwa das 3,5-fache." Dies hat natürlich seinen Preis. Bei kleinen Schichthöhen muss mit einer wesentlich längeren Druckzeit gerechnet werden.
Infill
Slicer drucken das Teil standardmäßig hohl und verwenden ein internes Stützmaterial, das als Infill bezeichnet wird, um die Festigkeit des Teils zu erhalten. Die Verwendung von Füllmaterial anstelle des Drucks eines massiven Teils reduziert sowohl die Druckzeit als auch die Menge des verwendeten Materials erheblich. Infill hat eine variable Dichte. Der Benutzer kann angeben, ob das Innere des Teils zu 90 % leer sein soll, zu 50 % leer, zu 10 % leer oder einen beliebigen anderen Wert haben soll.
Neben der variablen Dichte ermöglicht die Slicing-Software auch verschiedene Muster. In der Regel stehen Sechseckmuster, Kreisel, Gitter und viele andere Arten von Mustern zur Verfügung. Jedes dieser Muster hat seine Vor- und Nachteile, aber bei vielen Teilen, die nicht beansprucht werden - wie z. B. bei solchen, die in einem Regal liegen sollen - spielt die Wahl der Füllung außer für die Druckzeit keine Rolle.
Neben der variablen Dichte ermöglicht die Slicing-Software auch verschiedene Muster. In der Regel stehen Sechseckmuster, Kreisel, Gitter und viele andere Arten von Mustern zur Verfügung. Jedes dieser Muster hat seine Vor- und Nachteile, aber bei vielen Teilen, die nicht beansprucht werden - wie z. B. bei solchen, die in einem Regal liegen sollen - spielt die Wahl der Füllung außer für die Druckzeit keine Rolle.
Unterstützungsmaterial
Erinnern Sie sich an die Brücke, die wir uns angesehen haben, als wir über Überhänge und Überbrückungen sprachen? Es gibt eine weitere Möglichkeit, die Qualität bei Überhängen zu erhalten, die ihre eigenen Vor- und Nachteile hat. Diese Methode ist bekannt als die Verwendung von Stützen oder Stützmaterial.
Stützmaterial ist etwas, das der Slicer dem Druck hinzufügt und das vom Slicer angepasst werden kann. Sie können das Slicer-Programm zum Beispiel anweisen, bei Überhängen, die 60° oder einen anderen von Ihnen festgelegten Winkel überschreiten, automatisch Stützmaterial hinzuzufügen.
Die Schwierigkeiten bei der Verwendung von Stützmaterial ergeben sich bei der Entfernung - das Stützmaterial kann sich mit dem gedruckten Teil verbinden und die Qualität der Oberfläche beeinträchtigen. Es ist auch möglich, dass Werkzeuge, die zum Entfernen des Stützmaterials verwendet werden, mit dem Teil in Berührung kommen und die Qualität beeinträchtigen.
Wenn Sie einen Zweikopfdrucker haben, können Sie einen Kopf zum Drucken des Kunststoffs und einen anderen Kopf zum Drucken des Stützmaterials verwenden - das bedeutet, dass Sie wählen können, aus welchem Material das Stützmaterial besteht. Dies bietet mehr Flexibilität, da einige Trägermaterialien auflösbar sind. Andernfalls werden die Stützen aus demselben Material wie das Teil gedruckt und müssen nach Fertigstellung abgetragen werden.
Stützmaterial ist etwas, das der Slicer dem Druck hinzufügt und das vom Slicer angepasst werden kann. Sie können das Slicer-Programm zum Beispiel anweisen, bei Überhängen, die 60° oder einen anderen von Ihnen festgelegten Winkel überschreiten, automatisch Stützmaterial hinzuzufügen.
Die Schwierigkeiten bei der Verwendung von Stützmaterial ergeben sich bei der Entfernung - das Stützmaterial kann sich mit dem gedruckten Teil verbinden und die Qualität der Oberfläche beeinträchtigen. Es ist auch möglich, dass Werkzeuge, die zum Entfernen des Stützmaterials verwendet werden, mit dem Teil in Berührung kommen und die Qualität beeinträchtigen.
Wenn Sie einen Zweikopfdrucker haben, können Sie einen Kopf zum Drucken des Kunststoffs und einen anderen Kopf zum Drucken des Stützmaterials verwenden - das bedeutet, dass Sie wählen können, aus welchem Material das Stützmaterial besteht. Dies bietet mehr Flexibilität, da einige Trägermaterialien auflösbar sind. Andernfalls werden die Stützen aus demselben Material wie das Teil gedruckt und müssen nach Fertigstellung abgetragen werden.
Drucker-Einstellungen
Druckerfilament ist recht tolerant und kann bei verschiedenen Temperaturen gedruckt werden und trotzdem funktionieren. Eine Feinabstimmung kann jedoch einen Unterschied machen. Eine Möglichkeit, dies zu tun, sind Temperaturtürme. Ein Temperaturturm erfordert benutzerdefinierten G-Code für Drucker und ist eher ein "Einsatz auf eigene Gefahr".
Temperaturtürme werden in Schichten hergestellt und haben verschiedene sich wiederholende Merkmale wie Überhänge. Der g-Code ist so eingestellt, dass jedes Merkmal bei einer anderen Temperatur gedruckt wird, um zu sehen, wie sich die Qualität eines Drucks bei wechselnden Temperaturen verändert. Sie können das fertige Teil inspizieren und visuell nach Bereichen mit hoher und niedriger Qualität suchen, um ein Gefühl für die richtige Temperatur zu bekommen, die Sie für dieses Material verwenden sollten.
Temperaturtürme werden in Schichten hergestellt und haben verschiedene sich wiederholende Merkmale wie Überhänge. Der g-Code ist so eingestellt, dass jedes Merkmal bei einer anderen Temperatur gedruckt wird, um zu sehen, wie sich die Qualität eines Drucks bei wechselnden Temperaturen verändert. Sie können das fertige Teil inspizieren und visuell nach Bereichen mit hoher und niedriger Qualität suchen, um ein Gefühl für die richtige Temperatur zu bekommen, die Sie für dieses Material verwenden sollten.
Bett-Haftung
Die ersten Druckschichten direkt auf dem Bett sind entscheidend - wenn sie sich während des Drucks lösen, bewegt sich das Teil und der Druck ist verloren. Thermoplastische Kunststoffe verändern beim Erhitzen und Abkühlen auch ihre Form. Wenn die Haftung des Druckbetts schlecht ist, können sich die ersten Schichten beim Abkühlen verformen und sich leicht vom Druckbett abheben.
Die Haftung des Druckbetts stellt nicht nur sicher, dass genügend Fläche vorhanden ist, um das Teil während des gesamten Druckvorgangs zu halten, sondern hilft auch, die mögliche Verformung des Teils zu verringern.
Die Haftung des Druckbetts stellt nicht nur sicher, dass genügend Fläche vorhanden ist, um das Teil während des gesamten Druckvorgangs zu halten, sondern hilft auch, die mögliche Verformung des Teils zu verringern.
Krempe und Floß
Slicer sind in der Lage, Rafts und Rims hinzuzufügen. Bei einem "Raft" wird das zu bedruckende Teil mit Opferschichten aus Material versehen. Dies sorgt für eine hervorragende Haftung und verhindert die üblichen Verformungserscheinungen, kann aber schwer vom Teil zu entfernen sein und verbraucht mehr Material. Ein Rand erstreckt sich um die erste Schicht des Teils und schafft eine zusätzliche Oberfläche für die Haftung im Bett. Krempen können Verformungen wirksam verhindern und stellen einen Mittelweg zwischen der Verwendung eines Floßes und dem Verzicht auf zusätzliches Material zur Verhinderung von Verformungen dar. Beide müssen nach dem Druck in der Nachbearbeitung vom Teil entfernt werden.
Klebestifte und Haarspray
Je nach Material des Druckbetts und der Art des Filaments, mit dem gedruckt wird, kann der Druck zu stark oder zu wenig am Druckbett haften. Klebestifte eignen sich gut, da sie Verformungen verhindern und sogar dafür sorgen können, dass abgenutzte oder unvollkommene Druckbetten noch die nötige Haftung haben. Klebestifte sind außerdem wasserlöslich und lassen sich daher leicht auswaschen.
Die aktive Chemikalie im Haarspray, die die Haftung bewirkt und dafür sorgt, dass es funktioniert, ist Vinylacetat oder Crotonsäure-Copolymer, das am häufigsten als PVA bezeichnet wird. Nicht alle Haarsprays enthalten diesen erwünschten Inhaltsstoff, daher sollten Sie darauf achten, dass Sie Haarspray mit maximaler Stärke kaufen. Da es sich um ein Aerosol handelt, lässt es sich leicht auf das Druckbett sprühen und erfordert keine ständige Reinigung des Druckbetts. Haarspray wirkt bei hohen Temperaturen und ist hydrophob, so dass es zusätzlich Feuchtigkeit fernhält. Beachten Sie, dass Haarspray entflammbar ist.
Die aktive Chemikalie im Haarspray, die die Haftung bewirkt und dafür sorgt, dass es funktioniert, ist Vinylacetat oder Crotonsäure-Copolymer, das am häufigsten als PVA bezeichnet wird. Nicht alle Haarsprays enthalten diesen erwünschten Inhaltsstoff, daher sollten Sie darauf achten, dass Sie Haarspray mit maximaler Stärke kaufen. Da es sich um ein Aerosol handelt, lässt es sich leicht auf das Druckbett sprühen und erfordert keine ständige Reinigung des Druckbetts. Haarspray wirkt bei hohen Temperaturen und ist hydrophob, so dass es zusätzlich Feuchtigkeit fernhält. Beachten Sie, dass Haarspray entflammbar ist.
Gülle und Saft
Gelegentlich wird beim Drucken mit löslichen Materialien wie ABS oder PVB zusätzliches Filament in der Chemikalie aufgelöst, in der es löslich ist. Dadurch entsteht eine "Aufschlämmung" oder ein "Saft", der auf das Druckbett geschüttet werden kann. Sobald der Druckvorgang gestartet wird, wird das Filament auf die Aufschlämmung oder den Saft gedruckt, anstatt direkt auf das Druckbett. Dies erhöht die Haftung des Materials auf dem Bett.
Dicke der Schale
Bei der Arbeit mit 3D Druck-Slicern werden Sie feststellen, dass der Slicer standardmäßig ein hohles Teil erstellt. Dies bietet mehrere eindeutige Vorteile - einen schnelleren Druck, große Materialeinsparungen und eine Füllung, die eine große Menge an Festigkeit hinzufügt.
So wie ein Haus auf ein Fundament angewiesen ist, um stabil zu sein, ist die Schalendicke die Stabilität des 3d Drucks. Sie bestimmt, wie dick die Außenseite des Teils ist, bevor es hohl wird und mit Füllmaterial gefüllt wird. Dickere Schalen sind natürlich stabiler, aber die Stabilität geht auf Kosten von mehr Material und längerer Druckzeit.
So wie ein Haus auf ein Fundament angewiesen ist, um stabil zu sein, ist die Schalendicke die Stabilität des 3d Drucks. Sie bestimmt, wie dick die Außenseite des Teils ist, bevor es hohl wird und mit Füllmaterial gefüllt wird. Dickere Schalen sind natürlich stabiler, aber die Stabilität geht auf Kosten von mehr Material und längerer Druckzeit.
Auswahl des Materials
PLA
PLA, die Abkürzung für Polymilchsäure, ist wohl das gängigste Material, mit dem 3D druckt. Es ist kostengünstig, umweltfreundlicher als viele andere Polymermaterialien und in vielen Varianten erhältlich. Es erfordert kein beheiztes Bett. Es wird mit Maisstärke anstelle von Erdöl hergestellt.
ABS
ABS, die Abkürzung für Acrylnitril-Butadien-Styrol, ist ein weiteres häufig verwendetes Material für den Druck auf 3D und ist ein allgemeiner Kunststoff. Es kann mit Aceton nachbearbeitet werden, um es zu glätten und zu glänzen. ABS hat im Vergleich zu PLA eine bessere Duktilität (Flexibilität), verzieht sich aber auch stark. Um eine Verformung zu vermeiden, müssen die Haftung am Bett, die Ausrichtung und andere Faktoren sorgfältig berücksichtigt werden.
PETG
PETG steht für Polyethylenterephthalat, modifiziert mit Glykol, und bietet ein hervorragendes Gleichgewicht zwischen den Vorteilen von ABS und PLA. Es bietet eine hervorragende Schichthaftung, Verformungsbeständigkeit, geringere Schrumpfung, gute Chemikalienbeständigkeit, ist geruchsneutral und leichter zu verarbeiten als ABS.
Nylon
Nylon wird häufig mit Kohlefaserpartikeln verstärkt, was es zu einem widerstandsfähigen Material macht, das eine Reihe von Anwendungen bietet. Es weist eine hohe Wärmebeständigkeit und eine geringe Schrumpfung auf, insbesondere aufgrund der Kohlenstofffaserzusätze.
PVB
Gefällt Ihnen die Idee der Dampfglättung, aber Sie möchten nicht das Haus mit Aceton abfackeln? PVB ist die Lösung. PVB bietet eine PLA-ähnliche Leichtigkeit des 3D Drucks und ist in Isopropyl (Reinigungsalkohol) löslich, so dass Sie ohne die härteren Chemikalien glätten können. Ähnlich wie PLA hat es eine geringe Schrumpfung, lässt sich leicht drucken und ist geruchsneutral.
Polypropylen
Dieses weniger verbreitete Material ist fantastisch für Alltagsprodukte. Es lässt sich biegen, wo andere Materialien brechen, und kann sogar den Druck lebender Scharniere unterstützen. Dieses Material ist so griffig, dass es sich in der Hand gut anfühlt. Polypropylen ist sehr chemikalienbeständig. Da Polypropylen kurz nach Polyethylen der am zweithäufigsten verwendete Kunststoff ist, ist er auch recycelbar.
TPU
TPU, die Abkürzung für Thermoplastisches Polyurethan, sind weiche und flexible Fäden. Diese Fäden fühlen sich eher wie Gummi oder Silikon an als wie ein echter Kunststoff. Es hat von Natur aus eine gute Betthaftung, ist verzugsarm und geruchsneutral.
PC
PC, die Abkürzung für Polycarbonat, ist ein schwierig zu bedruckendes Material. Es hat hohe Temperaturanforderungen, so hoch, dass die meisten Drucker nicht in der Lage sind, es zu drucken. Es erfordert ein sehr heißes Druckbett und ein Gehäuse, damit die Umgebungsluft heiß genug bleibt, um das Drucken zu ermöglichen. Polycarbonat hat eine gute Schlagzähigkeit, ist hitze- und chemikalienbeständig, normalerweise transparent und kann gebogen werden, ohne zu brechen. Das Material ist feuchtigkeitsempfindlich, und es müssen besondere Maßnahmen ergriffen werden, um es trocken zu halten.
Nachbearbeitung
3D Gedruckte Teile können oft nach dem Druck noch verbessert werden. Sie können lackiert, mit Dampf geglättet und vieles mehr werden.
Schleifen
Manchmal braucht es ein wenig mehr Aufwand, um die perfekte Passform zwischen zwei Teilen zu erreichen. Wenn etwas zu viel Material vorhanden ist, kann feines Schleifpapier ausreichen, um das Material zu glätten und zu entfernen, um die perfekte Passform zu erreichen.
Dampfglättung
Einige Materialien können durch Chemikalien aufgelöst werden. Der am meisten diskutierte Fall sind ABS und Aceton. Aceton ist eine gefährliche Chemikalie und sollte nur nach entsprechender Schulung verwendet werden. Wird ABS mit Acetondämpfen in Berührung gebracht, schmilzt es die Außenseite des Drucks, wodurch er geglättet wird und Schichtlinien verdeckt werden. Besser geeignet als ABS für die Dampfglättung sind jedoch Materialien auf der Basis von Polyvinylbutyral (PVB). Dieses Material ist in Isopropyl (Franzbranntwein) löslich, was bedeutet, dass es mit weniger Risiko geglättet werden kann. Diese Materialien lassen sich genauso leicht drucken wie PLA, sind geruchsneutral und weisen eine geringe Schrumpfung und Verformung auf.
Schlussfolgerung
3D Der Druck hat viele Facetten und Eigenschaften, die ihn großartig machen. Beim Druck von 3D wurde viel darüber nachgedacht, wie man Material, Zeit und Geld sparen kann. Nur wenige Verfahren bieten ein solches Maß an Gestaltungsfreiheit wie der 3D Druck. Genießen Sie die Möglichkeit, Ihre Träume in die Realität umzusetzen!